LORCH Basic Plus Manual De Instrucciones
Panel de mando
Idiomas disponibles
Idiomas disponibles
Enlaces rápidos
Bedienungshandbuch
DE
Bedienfeld BasicPlus
Operation Manual
EN
Control panel BasicPlus
Manual de instrucciones
ES
Panel de mando BasicPlus
Bedieningshandboek
NL
Bedienpaneel BasicPlus
Руководство пользователя
RU
Панель управления BasicPlus
PL
Podręcznik użytkownika
panelu obsługi BasicPlus
PT
Manual de utilização
Painel de comando BasicPlus
Manuel d'utilisation
FR
Panneau de commande BasicPlus
Návod k použití
CS
Ovládací panel BasicPlus
Manuale di istruzioni
IT
Quadro comandi BasicPlus
操作说明书
ZH
BasicPlus 操作面板
Kezelési utasítás
HU
BasicPlus vezérlés
Seite 2
Page 18
Lorch Schweißtechnik GmbH
Im Anwänder 24 - 26
Página 34
71549 Auenwald-Germany
Telefon:
Pagina 50
Telefax:
Internet:
E-Mail:
стр. 66
Strona 82
Página 98
Page 114
strana 130
Pagina 146
第 162 頁
176. oldal
+49 7191 503-0
+49 7191 503-199
www.lorch.eu
info@lorch.eu
909.3049.9-03
Capítulos

Manuales relacionados para LORCH Basic Plus

Resumen de contenidos para LORCH Basic Plus
- Página 1 Bedienungshandbuch Seite 2 Bedienfeld BasicPlus Operation Manual Page 18 Control panel BasicPlus Lorch Schweißtechnik GmbH Manual de instrucciones Im Anwänder 24 - 26 Página 34 Panel de mando BasicPlus 71549 Auenwald-Germany Telefon: +49 7191 503-0 Bedieningshandboek Pagina 50 Telefax: +49 7191 503-199...
- Página 34 La presente documentación, incluidas todas sus partes, está protegida por los derechos de autor. Cualquier utilización o modificación fuera de los límites de la ley sobre derechos de autor sin la autorización expresa de Lorch Schweißtechnik GmbH está prohibida y constituye un hecho punible.
- Página 35 Índice Panel de mando Basic Plus ... 36 Después de poner en funcionamiento 38 Parámetros principales ....38 Soplete con mando a distancia .
-
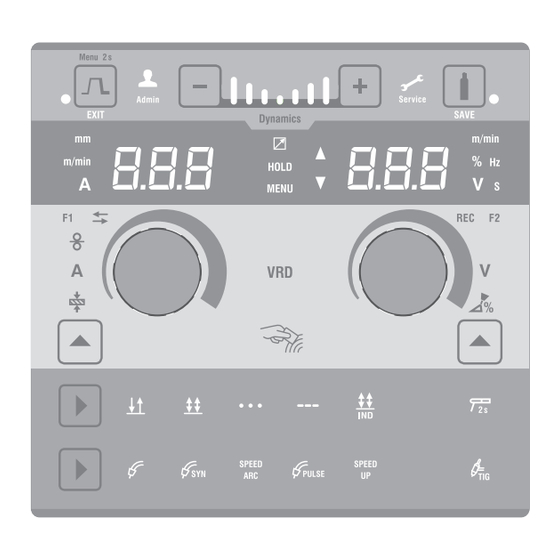
Página 36: Panel De Mando Basic Plus
Panel de mando Basic Plus Panel de mando Basic Plus Fig. 1: Panel de mando Basic Plus LED Relleno de cráter LED Hold se ilumina cuando está seleccionado el modo de fun- se ilumina tras finalizar un proceso de soldadura. La cionamiento Relleno de cráter. última potencia de corriente utilizada y la tensión de soldadura se visualizan en el indicador de 7 segmentos Tecla Relleno de cráter/Menú/Exit... - Página 37 Panel de mando Basic Plus A13 LED Servicio A32 Tecla Procedimiento de soldadura se ilumina en caso de servicio, p. ej. si se requiere cali- sirve para cambiar entre los procedimientos de sol- bración. dadura MIG/MAG, Synergie, así como con el procedi- miento de soldadura ampliable opcionalmente A26.
-
Página 38: Después De Poner En Funcionamiento
Menú Parámetros secundarios Después de poner en Soplete con mando a distancia funcionamiento B1B2 B3 Tras poner el equipo en funcionamiento, este se pone en mar- cha siempre con el procedimiento de soldadura utilizado por última vez. Inicio con los procedimientos de soldadura Elec- trodo o TIG Si el equipo se apagó... -
Página 39: Procedimiento De Soldadura
Procedimiento de soldadura Procedimiento de soldadura Uni- Valor Parámetro Rango estándar Si algún procedimiento de soldadura no puede seleccionarse, se ha escogido una combina- ción de material, hilo y gas, para la que no hay Tiempo de gas pre- 0,0...99,9 guardado ningún programa de soldadura en el flow equipo. -
Página 40: Automatización
Menú Configuración de máquinas  Pulse la tecla de procedimiento de soldadura A32 tantas Consulte el programa y el número de soldadura en la «Lista de veces como sea necesario, hasta que se ilumine el LED programas de soldadura» del equipo. SpeedUp correspondiente en A26. -
Página 41: Menú De Inicio (Customizing)
Menú de Inicio (customizing) Menú de Inicio (customizing) Parámetro Rango El menú de Inicio cuenta con más funciones, procesos, modos de funcionamiento y programas especiales. Justo después de poner en marcha la máquina, Standby OFF, 5, 10, 15, 30, tiene la opción de acceder a los datos de servi- 45, 60, 90, 120 min cio de la misma con ayuda de un teléfono móvil adecuado con NFC y de enviarlos después de... -
Página 42: Agregar Procedimientos De Soldadura/Modos De Funcionamiento (Actualizaciones)
Panel de mando de los programas de soldadura Panel de mando de los progra- Agregar procedimientos de soldadura/modos de funcionamiento (actualizaciones) mas de soldadura  En caso necesario, amplíe su equipo de soldadura con otro procedimiento de soldadura. Para ello, realice la lectura de la tarjeta NFC correspondiente mediante la superficie de lectura NFC A43. -
Página 43: Push Pull (Opcional)
Push Pull (opcional) ‰ Con la tecla C4 puede seleccionar otros programas espe- – Si el avance de hilo del soplete Push Pull resbala o si ciales (disponibles como opción). el desgaste del hilo es demasiado elevado, se debe disminuir la velocidad del soplete Push Pull Material C1 –... -
Página 44: Medición De La Resistencia Del Circuito De Soldadura
Funciones NFC ‰ El valor de ajuste mínimo del potenciómetro se limita en Se puede interrumpir el proceso de medición los procedimientos de soldadura Synergic y SpeedArc de- en cualquier momento pulsando la tecla Exit bido al programa de soldadura y en el procedimiento de A2 o girando el botón giratorio A41. -
Página 45: Instalación De Tarjetas De Actualización O De Prepago Con Tan
Lorch Handbuch Funciones NFC Upgrade mit NFC- Karte 12.2 Instalación de tarjetas de actualización o de prepago con TAN http://tan0.nfcweld.eu 4062-2602-0005-3 (OK) SAVE Fig. 4: Instalación de tarjetas de actualización o de prepago con TAN :\FE\12_Team-Dokumentation\MicorMIG\NFC_Upgrade\NFC-Upgrade mit Karte und Smartphone_tsc.docx 02.20... -
Página 46: Desbloqueo De Una Tarjeta De Actualización O De Prepago Nfc
(Especificación de los pará- metros de Control del robot/ Como alternativa, puede enviar la tarjeta blo- solo supervisar en el panel de queada al servicio técnico de Lorch para que mando) este la revise. Soldador WPS básico Soldador WPS avanzado 12.4... -
Página 47: Función Tarea
Otras funciones Función Tarea En una tarea se almacenan todos los ajustes de parámetros para un procedimiento de soldadura/modo de funcionamien- Lectura de tarea  Mantenga la tarjeta NFC, con la tarea almacenada, en la superficie de lectura NFC del equipo. 9 El equipo adopta el proceso de soldadura y todos los ajus- tes de parámetros. -
Página 48: Esquemas De Los Procedimientos De Soldadura
Esquemas de los procedimientos de soldadura Esquemas de los procedimientos de soldadura 15.1 MIG/MAG Manual 2 tiempos y relleno 15.2 MIG/MAG Synergie 2 tiempos y relleno de cráter de cráter F = Parámetro principal veloci- F = Parámetro principal veloci- Tensión dad de avance del hilo dad de avance del hilo... -
Página 49: Mig/Mag Manual 4 Tiempos Ind Y Relleno De Cráter
Esquemas de los procedimientos de soldadura 15.5 MIG/MAG Manual 4 tiempos IND y relle- 15.6 MIG/MAG Synergie 4 tiempos IND y re- no de cráter lleno de cráter F = Parámetro principal veloci- F = Parámetro principal veloci- dad de avance del hilo dad de avance del hilo Tensión Tensión... -
Página 175: 特殊 4 步手动 Mig/Mag 焊接和焊口填充
焊接工艺图表 15.5 特殊 4 步手动 MIG/MAG 焊接和焊口 15.6 特殊 4 步协同 MIG/MAG 焊接和焊口 填充 填充 F = 主要参数送丝速度 F = 主要参数送丝速度 U = 主要参数焊接电压 U = 主要参数焊接电压 电压 电压 焊丝 焊丝 气体 气体 焊炬键 焊炬键 15.7 电极焊接 15.8 I = 主要参数焊接电流 I = 主要参数焊接电流 电流 电流 02.20 909.3049.9-03 - 175 -...